





 发布时间:2026-04-18
发布时间:2026-04-18 点击次数:
点击次数: 环形导轨输送线作为自动化生产线、装配线和检测线的核心输送设备,其定制化程度高,与生产工艺的契合度直接决定了整线的效率和稳定性。一次成功的定制,远不止于“采购”,而是一个系统的技术协同与工程项目。本文将从汇思德环形导轨输送系统设计、核心选型、供应商协同到项目管理的全维度,为您梳理关键注意事项。
定制始于清晰、无歧义的需求定义。这需要设备使用方、工艺工程师和供应商前期进行深入的技术需求沟通。
◦ 产品特性:输送物的尺寸、重量、材质、重心位置。是否有特殊要求(如防静电、洁净、防震)。
◦ 工艺节拍:计算整线生产节拍,明确循环时间和工位停留时间,这决定了系统的运行速度。
◦ 空间布局:安装区域的长、宽、高限制,是否有干涉物。确定导轨的大致形状(矩形、椭圆形、三角形等)和尺寸范围。

◦ 基础参数:工位数量、工位间距(中心距)、定位工位数量及定位精度(如±0.05mm)。
◦ 负载与动力:每个工位的静载和动载重量。必须说明是否有偏载(负载重心不在滑块中心)、是否有动态压力(如压装、焊接等工艺产生的额外力)。
◦ 运行与环境:安装方式(水平、垂直、倾斜、吊装)、运行速度与加速度、每日运行时间。环境要求(温度、湿度、油污、粉尘、防腐蚀)决定了材质和防护等级。
◦ 接口与扩展:工位板接口(气、电、液),与上下料机械手、视觉检测等设备的通信与联动方式。是否预留未来工位扩展的可能性。

定制方案的核心是部件选型,这直接关系到系统的可靠性、精度和寿命。
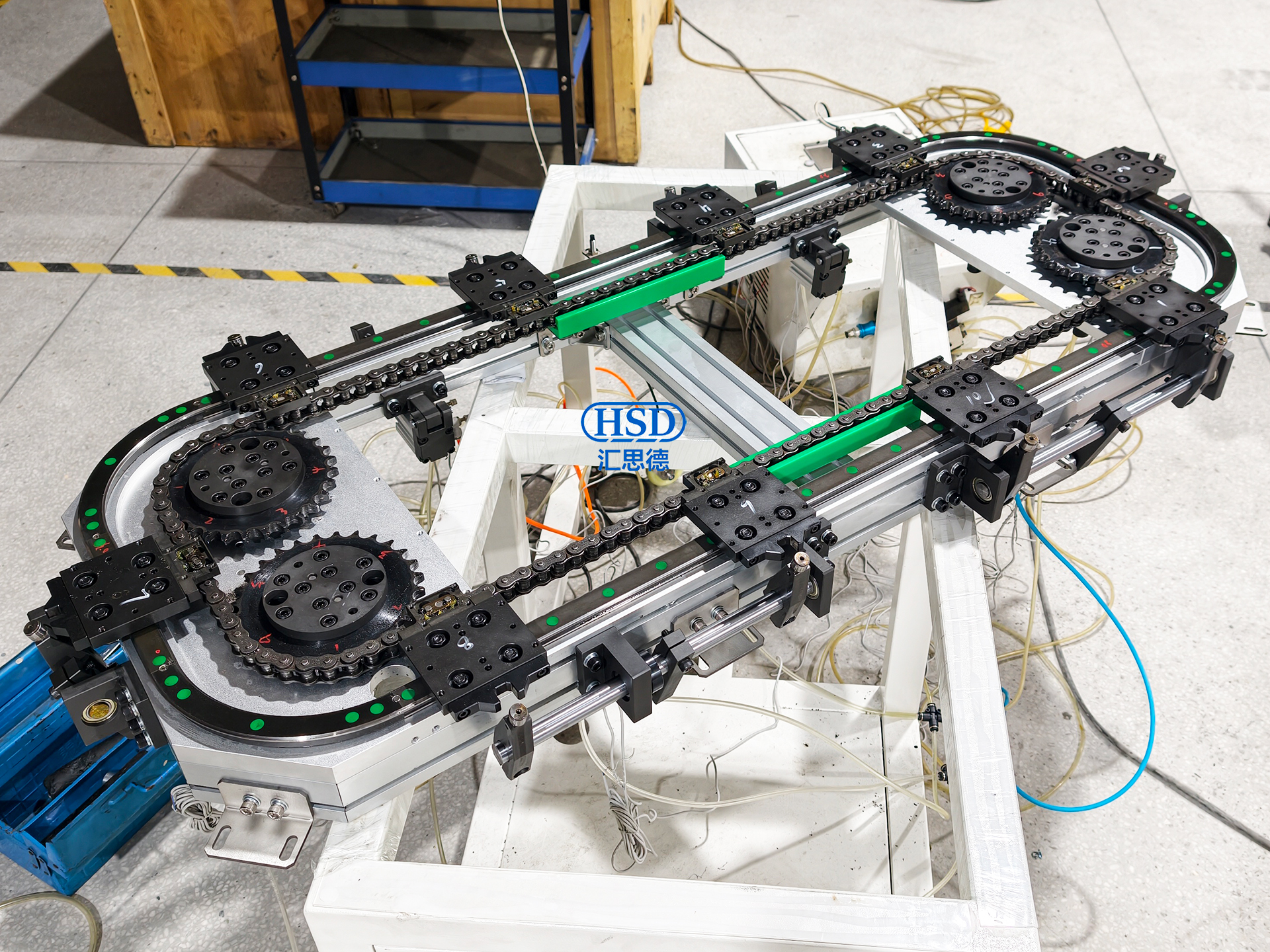
◦ 导轨类型:选择精密环形导轨(V型或弧形滚道)还是基于直线导轨拼接的环形方案。前者刚性好、运行平稳、精度高,是主流选择。
◦ 材料与热处理:根据负载和寿命要求,选择适当的导轨材质(如优质合金钢)和表面处理(如淬火硬化、镀铬)。
◦ 滑块(滑座)设计:集成式工位滑座需考虑刚性、接口布局。重载或高动态负载时,需计算滑块轴承的额定寿命。
◦ 驱动方式:常见有同步带驱动(安静、经济)、链条驱动(重载、长距离)、螺杆驱动(高刚性、高同步)。需根据负载、速度、精度和预算选择。
◦ 动力单元:伺服电机可实现精准的位置和速度控制,便于与整线同步。需计算所需扭矩和功率。
◦ 定位方式:关键工位的定位机构(如气动/伺服插销、锥面定位、凸轮顶升)是保证精度的关键,其刚性和重复定位精度必须满足工艺要求。

◦ 明确控制层级(PLC总控还是独立控制器),通信协议(EtherCAT、PROFINET、Modbus等)。
◦ 安全防护:整机集成定制安全防护考虑,包括机架防护罩、安全光幕、急停按钮、运行警示等,必须符合相关安全标准。
定制化项目选择的是合作伙伴,而不仅仅是供应商。
◦ 案例与经验:考察其在同行业、类似负载和精度要求的成功案例。要求提供方案示意图、3D模型审查能力。
◦ 研发与专利:查看企业是否为类似广东汇思德自动化的国家高新技术企业,拥有相关专利(特别是发明专利),这体现了其技术深度和创新能力。
◦ 核心部件:了解其导轨是自制还是外购。自制通常意味着对核心工艺和质量有更强的把控力。
◦ 交付周期:从设计、采购、加工、组装到调试,确认合理的交货期(通常常规项目2-3周,复杂项目为4-8周)。务必在合同中明确。
◦ 付款方式:定制项目通常采用“预付款+发货前付清/提货款”的分阶段付款方式,以平衡双方风险。
◦ 售后服务:明确安装指导、调试支持、保修期限、备件供应速度及远程支持能力。

1. 设计评审:供应商提供3D总图、气电路图后,组织内部技术团队进行详细评审,确认所有接口、尺寸、功能。
2. 工厂验收测试:可以视频验收,或条件允许时,在供应商工厂进行FAT,测试空载运行、定位精度、噪音、控制系统功能等,提前发现问题。
3. 现场安装调试:供应商派工程师指导安装,并完成与外围设备的联动调试,培训操作与维护人员。
4. 终验收:在自家现场,进行带载、全工艺速度的连续运行测试,考核其节拍、稳定性、精度是否达到合同约定的技术协议标准,并签署最终验收文件。
定制一台高质量的环形导轨输送线,是一个从模糊需求到清晰规格,再到实体设备的系统工程。成功的关键在于:始于系统的工艺规划,精于专业的技术选型,成于可靠的供应商协同,终于严格的项目验收。 避免仅关注价格,而应将重点放在与供应商的技术对话、方案优化和全生命周期成本上,从而获得一套真正提升生产效率、稳定可靠的定制化输送系统。
 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表