





 发布时间:2026-02-28
发布时间:2026-02-28 点击次数:
点击次数: 随着自动化生产线的普及,环形导轨输送线系统的应用日益广泛。在许多场景中,系统不仅需要高速运行,更对低噪音、高定位精度提出了严苛要求。这无疑对制造厂家的设计能力与生产工艺构成了严峻考验。那么,如何实现环形导轨输送线的低噪音与高精密性能?关键在于对设计、选材与装配三大环节的系统性把控。
低噪音设计的核心在于预先排除或优化易产生噪音的机构与方案。
◦ 在满足空间与功能需求的前提下,圆弧导轨应尽可能采用较大的转弯直径。较小的转弯直径会导致滑座过弯时线速度增加、离心力增大,从而使滚轮与导轨之间的撞击声更为显著。因此,合理增大圆弧段直径是降低过弯噪音的有效途径。

◦ 为实现环形导轨输送线的精准停位,系统常需配备二次定位机构。该机构的选择直接影响噪音水平。
◦ 首选电推式定位:采用伺服电机驱动的定位机构,其运行噪音极低,主要来源于轻微的伺服电机运转声,在多数精密环境中可忽略不计,是实现超静音运行的理想选择。
◦ 次选优化型气缸定位:若对噪音要求相对宽松(可接受约50分贝水平),可选用气缸驱动。但需通过降低工作气压、适当延长定位动作时间等方式进行优化,以缓冲撞击,减少噪音产生。
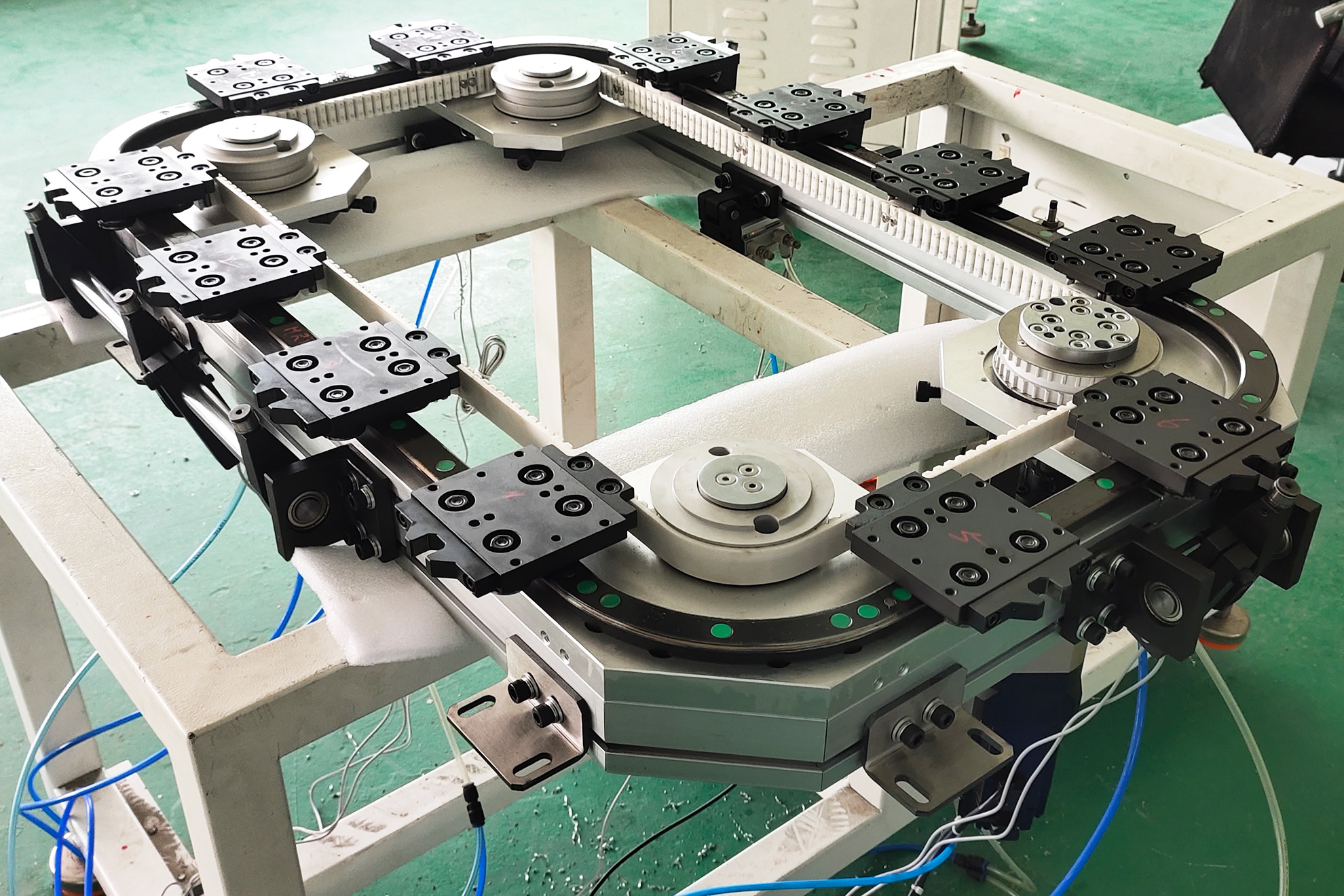
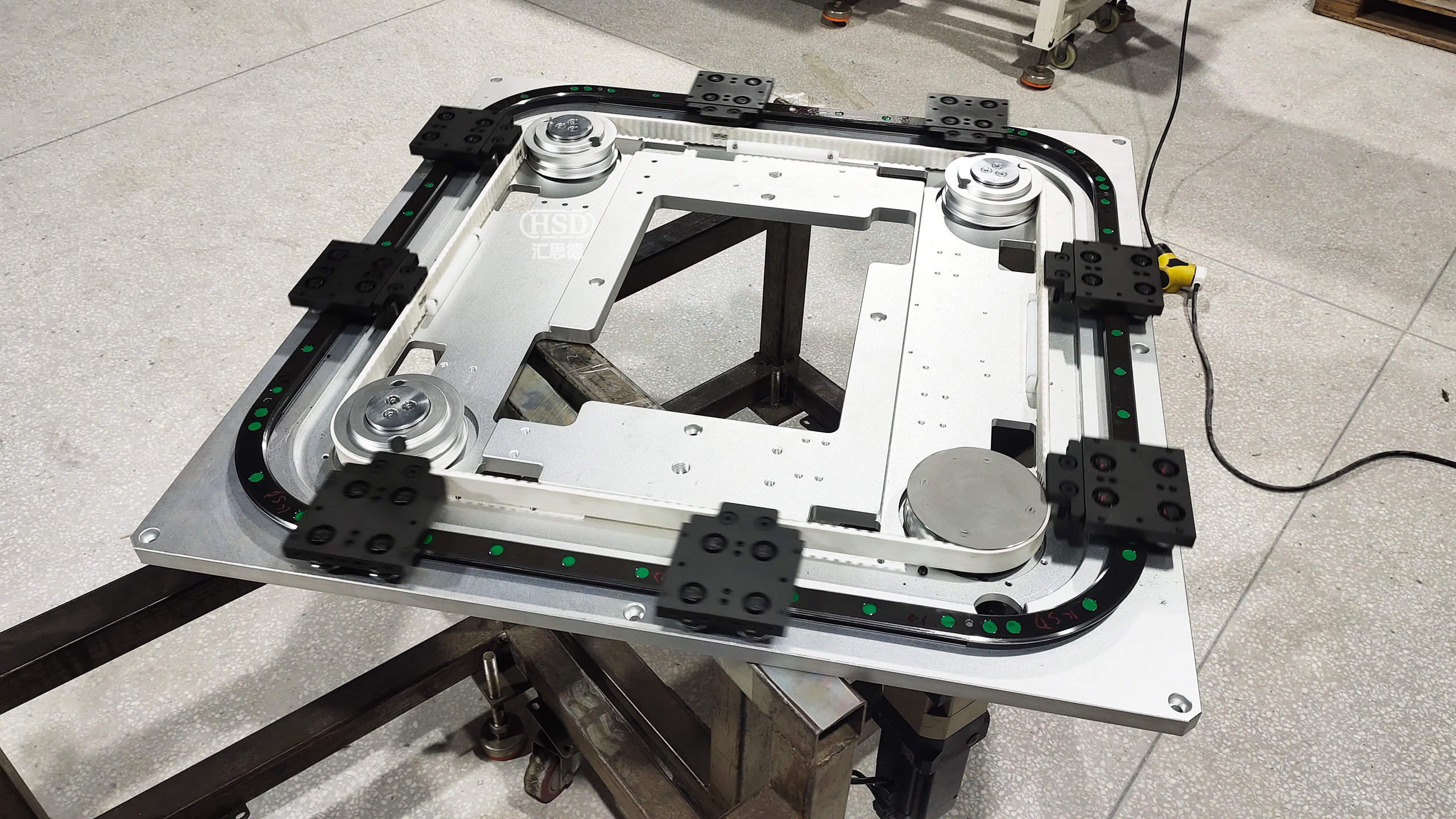
◦ 同步带传动:在多数情况下,同步带传动的环形导轨输送线因其柔性接触特性,运行时产生的噪音普遍低于链条传动。
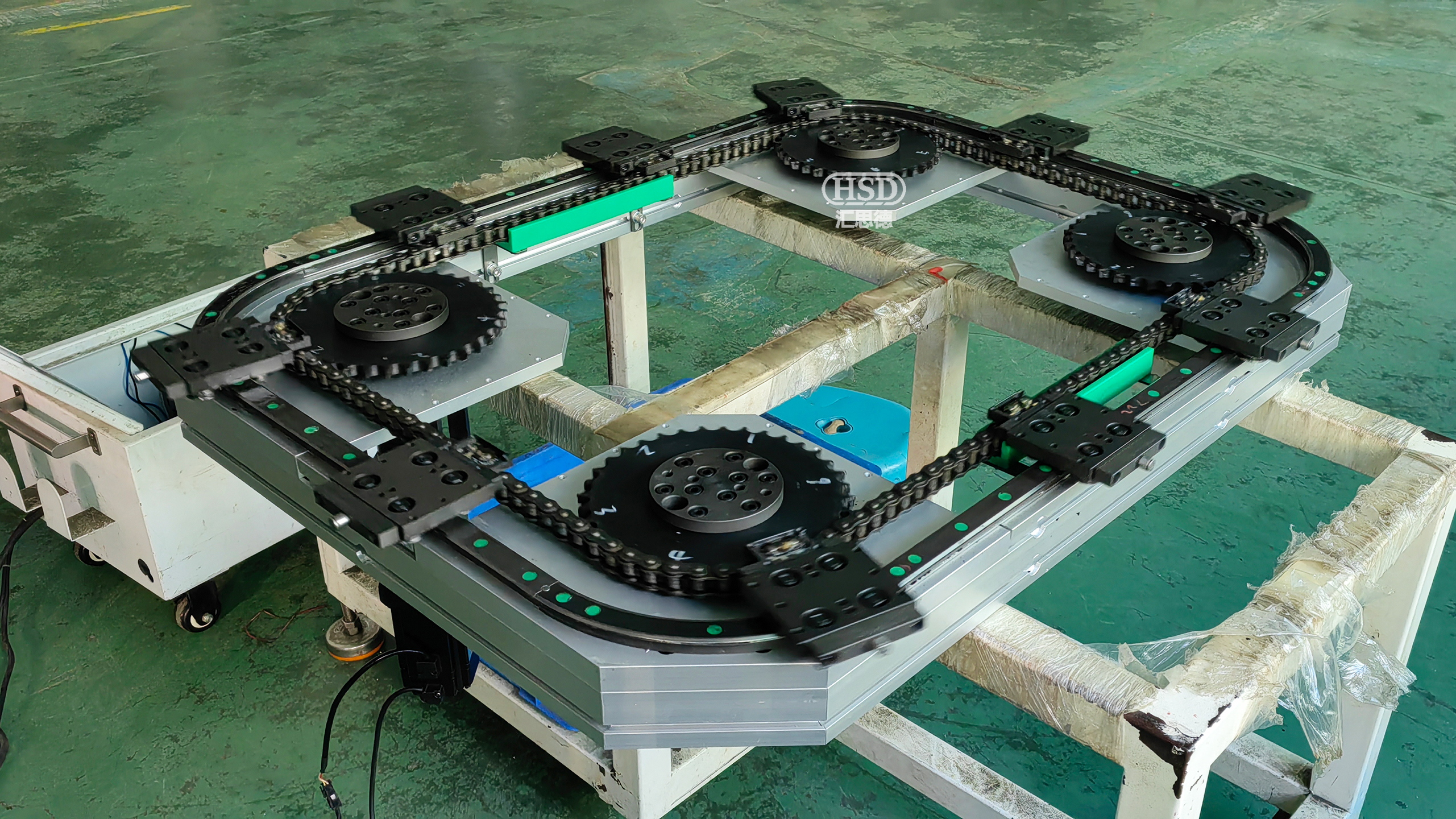
◦ 链条传动:在对耐用性、承载能力要求更高,且运行速度不高的场景中,可选用高质量链条。通过定期保养、保持链条良好润滑,其在低速运行时的噪音也可控制在较低水平。
材料与部件的品质是系统稳定静音运行的基石。
◦ 在V型导轨与T型导轨之间,优先选择V型导轨。V型导轨与滚轮形成近似线接触,摩擦阻力小,滑座经过弯道及导轨拼接处时产生的运行噪音和振动均小于采用面接触(如凹槽配合)的T型导轨。

◦ 环形导轨输送线装配前对所有零部件实施严格的精度检测与质量筛选,确保无一不合格品流入装配环节。高品质的轴承、滚轮、同步带/链条等是保证系统平稳、低噪运行的前提。
精湛的装配工艺是将优秀设计与优质材料转化为卓越产品的最终步骤。
◦ 环形导轨输送线必须严格按照工艺要求进行导轨的拼接与安装,并对拼接处进行精细打磨处理,确保滑座滚轮在过渡时平顺无阻滞。任何支撑不平或导轨安装错位导致的凸起都可能会引发明显的撞击噪音。
◦ 同步带或链条的张紧度、同步轮或链轮的安装平整度至关重要。过松、过紧或不平整都会引起系统运行时的抖动、打滑或异常摩擦,从而显著增大噪音。需由经验丰富的工程师进行精密调试,达到最佳状态。
制造一套运行顺畅、定位精准且噪音极低的精密环形导轨输送线,是一项系统工程。它要求制造商必须具备前瞻性的低噪音设计理念、对关键零部件进行严格的优质选型与管控,并依托于经验丰富的装配团队执行精密的装配与调试工艺。唯有在每个环节层层把关,才能最终实现高性能与低噪音的完美统一。
 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表