





 发布时间:2026-05-15
发布时间:2026-05-15 点击次数:
点击次数: 本文档旨在明确环形导轨输送线系统中,导轨安装与装配的标准作业流程、关键工艺要求及最终验收标准。规范的安装是确保输送线运行平稳、精度可靠、寿命长久的根本前提。

• 工具准备:确保扭矩扳手、C型夹、水平仪、精密测量工具(如塞尺、百分表)等齐全完好。
• 部件检验:核对直轨、环轨、L形限位块、限位销钉及连接螺丝等部件,确认无损伤、无变形。
• 基准确认:清洁安装工作面,确认并标记系统安装的基准线和基准点。

1. 定位基准建立:在预设起始侧,安装L形直轨限位块。随后,将限位销钉准确装入首根直轨端部的指定销钉孔位,形成初始定位基准。
2. 首轨安装与应力控制:
◦ 安装第一根直轨,确保其端面与L形限位块及限位销钉紧密贴合。
◦ 紧固螺丝时,必须采用“两段式紧固法”:第一轮进行间隔预紧(每隔数颗螺丝紧固一颗),以均匀分布应力;第二轮进行顺序最终锁紧,从中间向两端延伸。
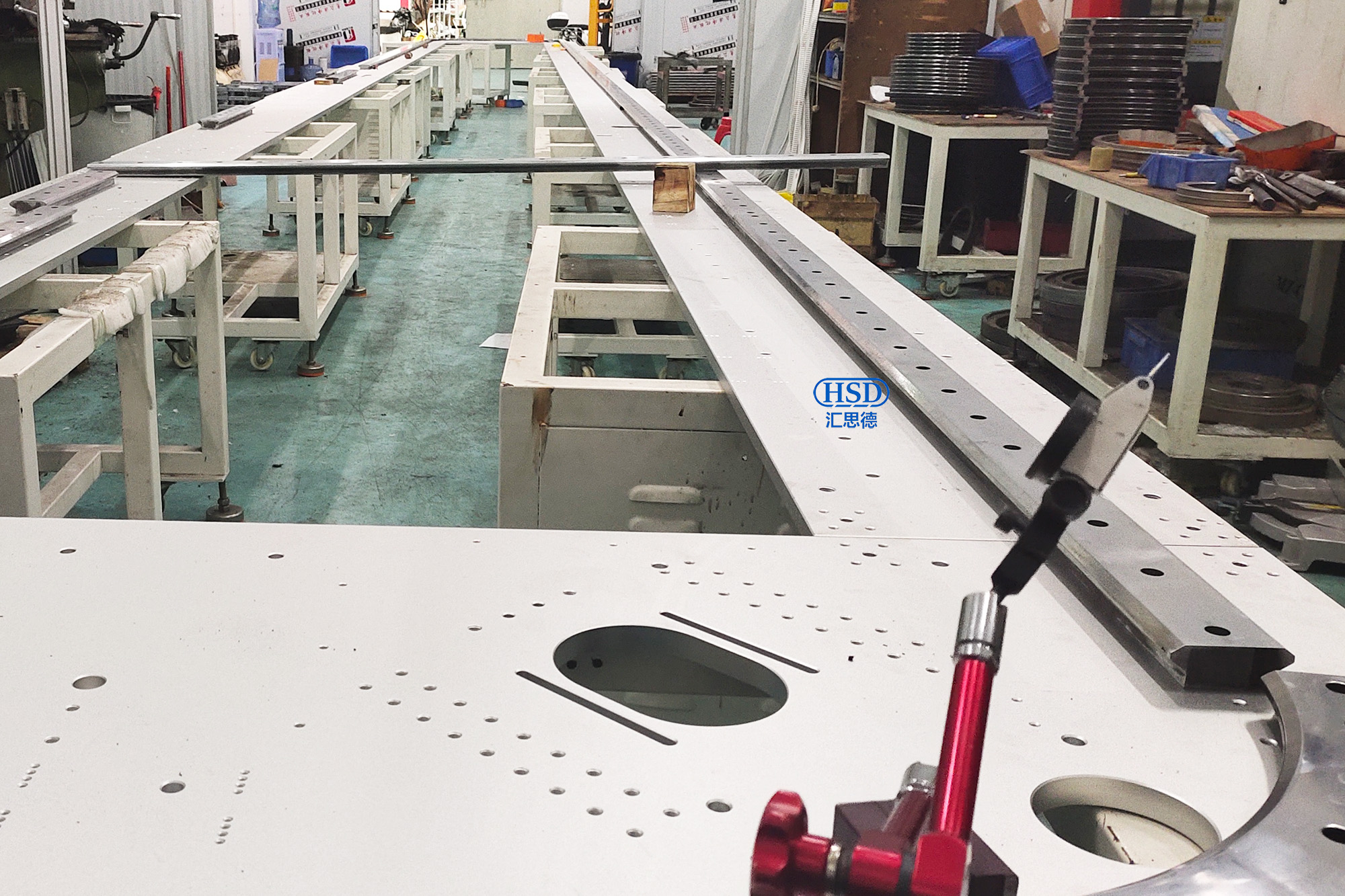
◦ 关键工艺:在紧固过程中,如监测到直轨发生明显形变,应立即使用C型夹辅助夹持直轨与限位块,矫正变形后继续紧固,确保轨道直线度。
3. 同侧延伸安装:严格遵循3.1.2的工艺,依次安装、紧固基准侧后续的直轨,保证该侧全段导轨的连续平直度。
1. 环轨基准安装:初步安装一端环轨段,并将其精确调整至设计位置。此环轨将作为非基准侧直轨安装的终极参照基准。
2. 对侧直轨初步固定:
◦ 在另一侧安装L形直轨限位块。
◦ 安装直轨,并初步紧固其中间部分的螺丝。在靠近环轨的对接端,特意预留约300mm长度暂不紧固,以为后续的精密对接调试保留必要的调整自由度。
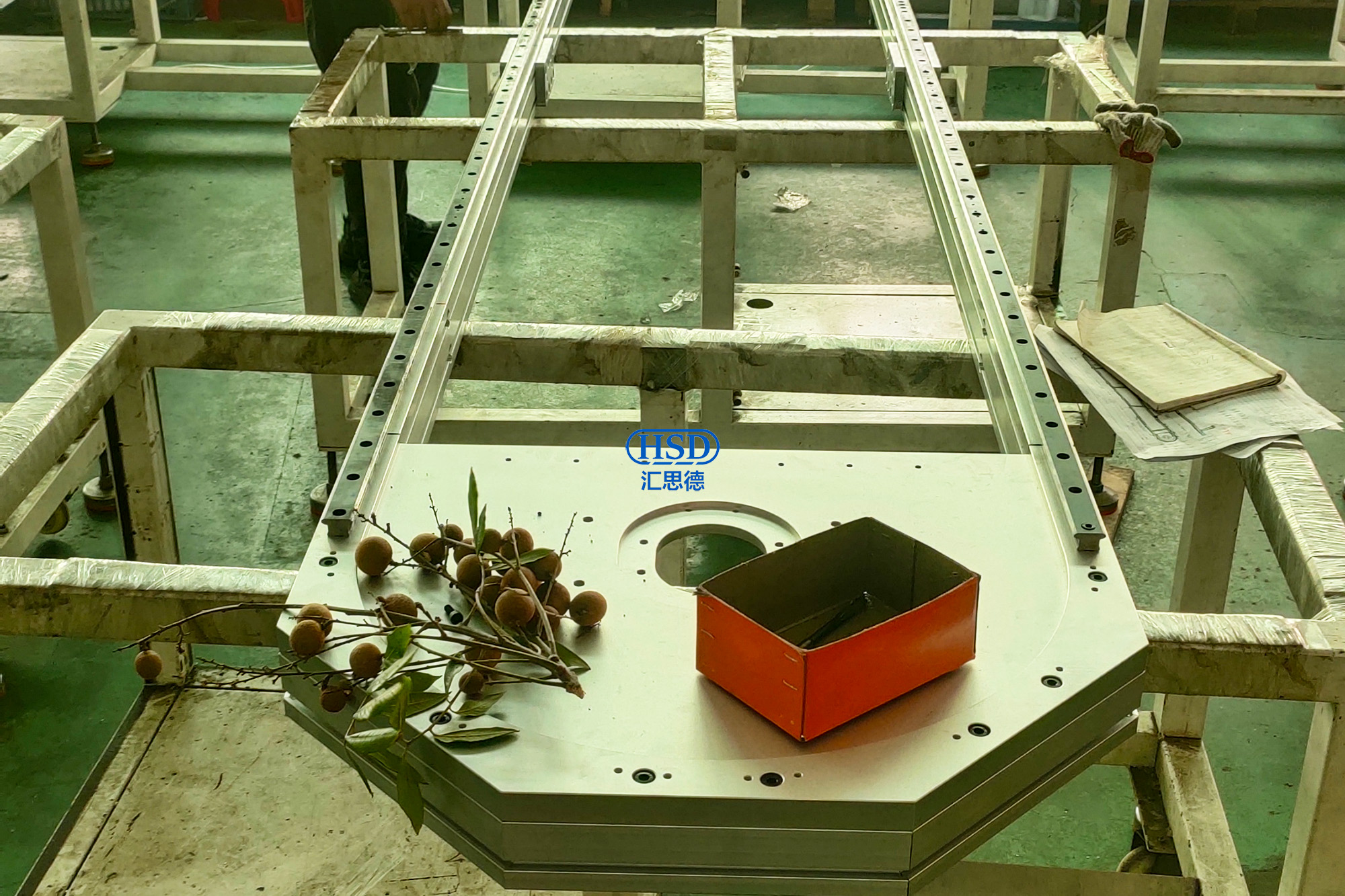
1. 迭代调试:以已完全紧固的基准侧首根直轨为最终基准,对预留端直轨与环轨的接口进行精细调整。
2. 渐进紧固:采用“一调一预紧”的迭代工艺:每调整一次接口位置至最佳,即对预留段的螺丝进行一次均匀预紧。重复此过程,直至直轨与环轨实现完全对正、无缝衔接。
3. 最终锁紧:在确认对接完全平顺后,执行该侧所有螺丝的最终扭矩锁紧。

• 接口平顺性:直轨与环轨的对接处,在任何方向上均不得存在可用手感知或肉眼可见的台阶。建议使用刀口尺与塞尺检测,接口处间隙应小于规定值。
• 轨道直线度/平面度:全长范围内需满足设计图纸要求的直线度与平面度公差。
• 运行平稳性:装配完整的输送线,在搭载额定负载的小车进行全程运行时,必须滑行顺畅,无任何明显的撞击声、卡滞感或顿挫现象。
• 异响与振动:运行时应无异常噪音,振动幅度应在允许范围内。
 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表