





 发布时间:2026-05-19
发布时间:2026-05-19 点击次数:
点击次数: 在自动化生产线中,环形导轨输送线的定位精度与可靠性至关重要,其核心在于定位组件的装配调校。本文将以行业实践为基础,系统阐述该组件的装配步骤、动态调整方法及最终验收标准,其原则广泛适用于汇思德等主流品牌的环形导轨系统。
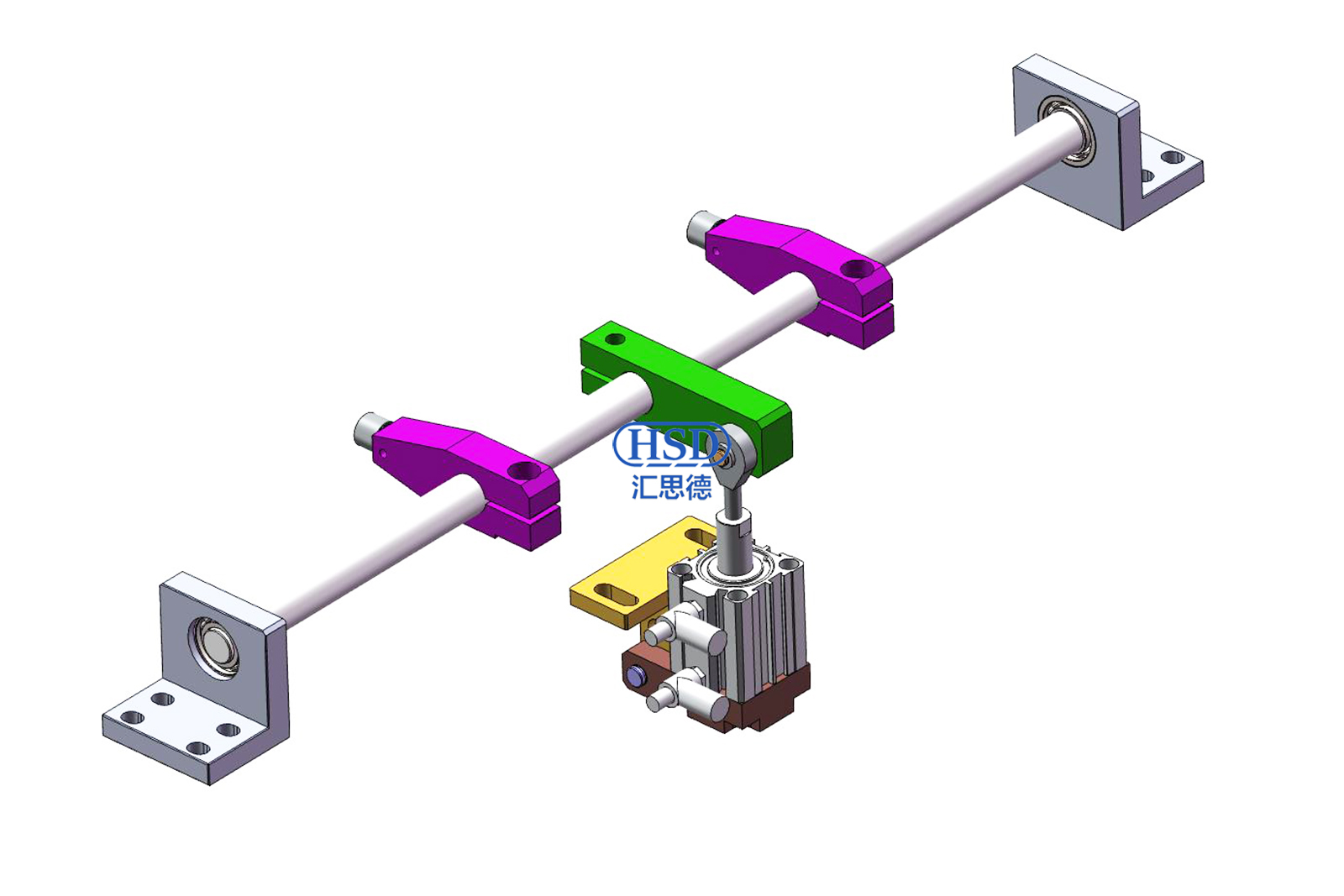
首先,在离线状态下完成核心运动模组的组装。将定位轴、轴承座、轴承、定位摆臂、动力摆臂及随动器初步装配为一体。
• 轴承压装:压入轴承时,必须使用专用工具确保对中压入,防止轴承内部结构因受力不均而早期损坏。
• 随动器安装:此工序必须在台虎钳上进行。压入前,需确认随动器的扁位准确对准定位摆臂上的紧固螺丝孔。压入过程中,需精确控制随动器端面与定位摆臂安装面之间保持约0.5mm的间隙。安装后,必须手动检查,确保随动器外圈能够自由、顺畅旋转,无任何卡滞。
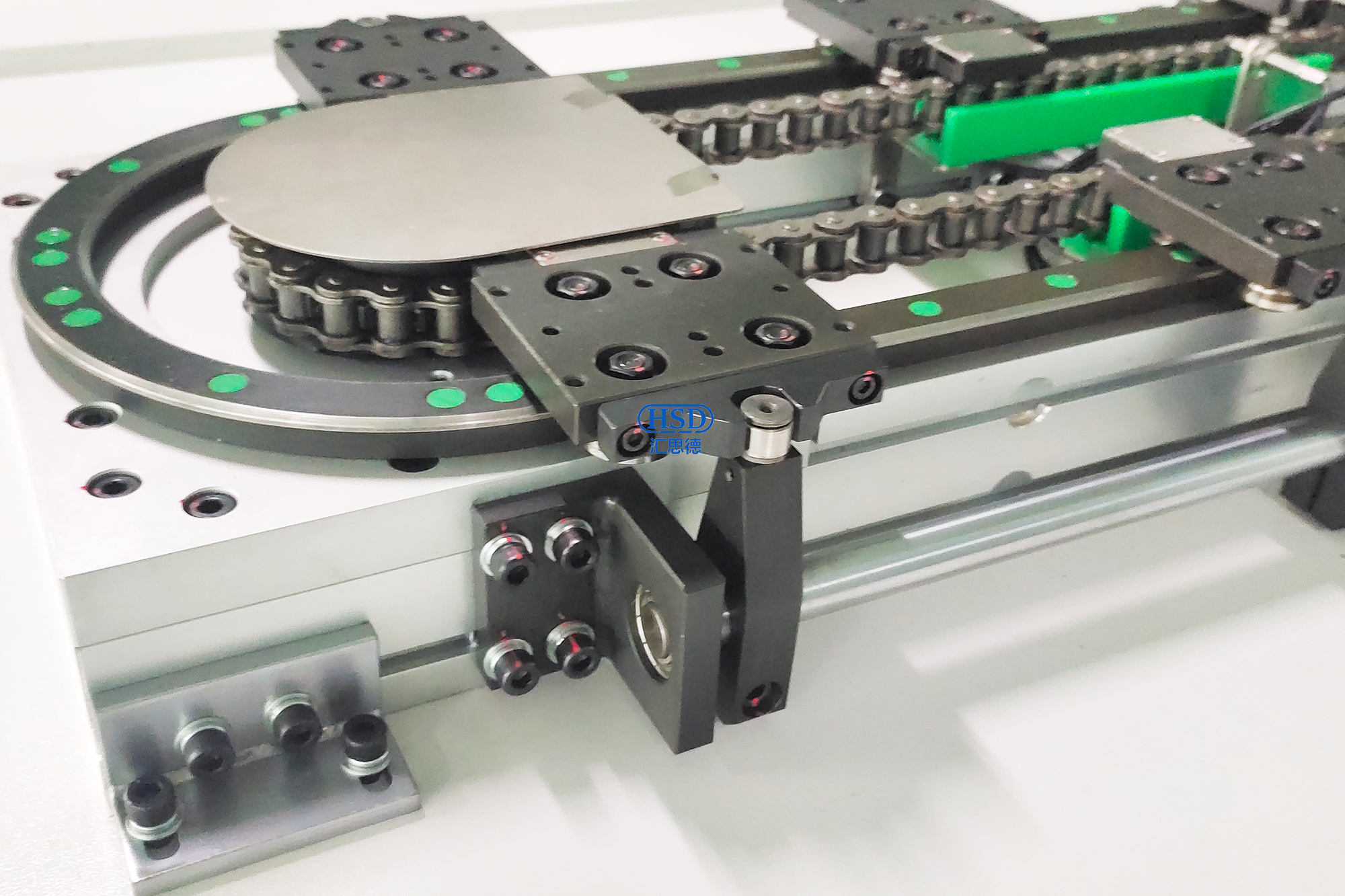
将预装好的定位组安装至环形导轨输送线的线体,并进行初步预紧。此阶段是保证所有工位一致性的关键。
• 初步固定与找正:任意锁紧同一定位组上至少两个定位摆臂。手动推动滑座,模拟其在整个环形轨道上的工作行程。
• 关键调节:调节轴承座在安装板上的上下位置。核心判断依据是:随动器应能轻松、无卡顿地导入滑座上的定位附件(如定位块或V型槽)。一旦找到此理想位置,立即锁紧一端的轴承座。
• 消除轴向间隙:在未紧固的另一端,使用橡胶棒先轻敲定位轴轴端,使定位轴的台阶面紧贴已固定端轴承的内圈。随后,轻敲该端轴承座,使其贴合定位轴。在逐渐、均匀紧固该轴承座螺丝的过程中,必须持续、缓慢地推动滑座,使随动器反复进出定位附件,确保在整个紧固过程中运动始终顺滑。注意事项:轴承座所有紧固螺丝必须加装平垫圈和弹簧垫圈,以符合汇思德等品牌对于设备长期运行防松的可靠性要求。
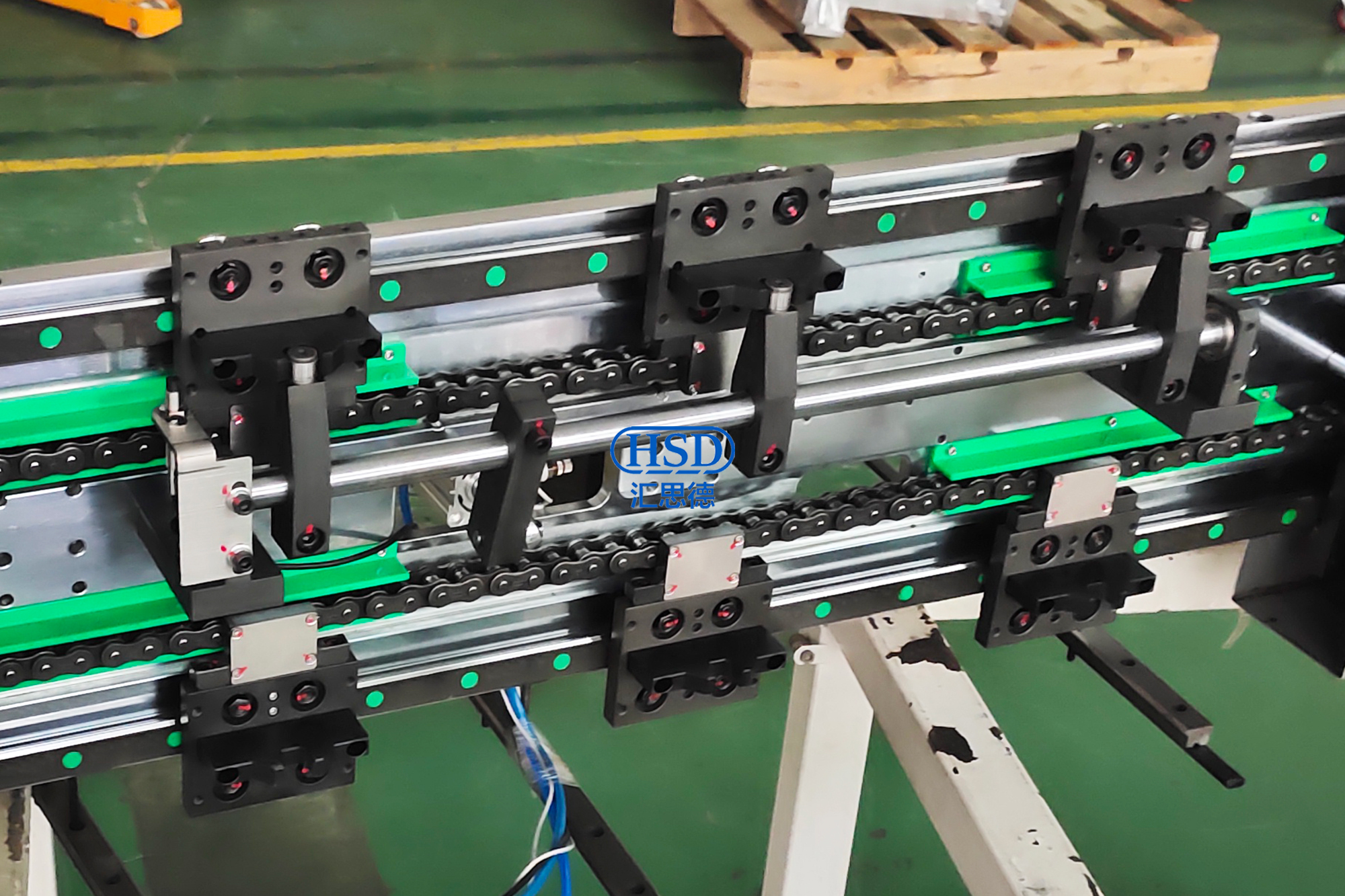
• 将滑座串接在环形导轨输送线的驱动皮带或链条上。
• 依据滑座的最终位置,初步锁紧所有定位摆臂。
• 安装驱动气缸及其附件。安装关节球轴承时,需将其旋转至底部极限位置,再用锁紧螺母可靠紧固。

装配完成的定位组件,需满足以下三项核心标准,方可确保环形导轨输送线的高精度稳定运行:
1. 运动一致性:整个环形线上任何一个随动器,都必须能轻松、无阻滞地进入和退出所有滑座的定位附件。此项检查需对全线工位进行全数测试,是保证定位可靠性的根本。
2. 轴向刚性:定位轴的两端必须分别与两个轴承的内圈端面贴合,轴承座紧固后,定位轴不得存在任何可感知的轴向窜动。
3. 间隙标准:随动器端面与定位摆臂安装面之间的间隙,须严格控制在约0.5mm,此标准是保证随动器有效接触与自由摆动的基础。

总结:环形导轨输送线定位组件的装配精髓在于“离线预装保质量,线上动态精调保一致”。通过严格的流程与标准控制,可有效提升如汇思德环形导轨输送线等设备的定位精度与运行稳定性,减少后期维护需求,保障生产节拍。
 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表