1. 文档概述
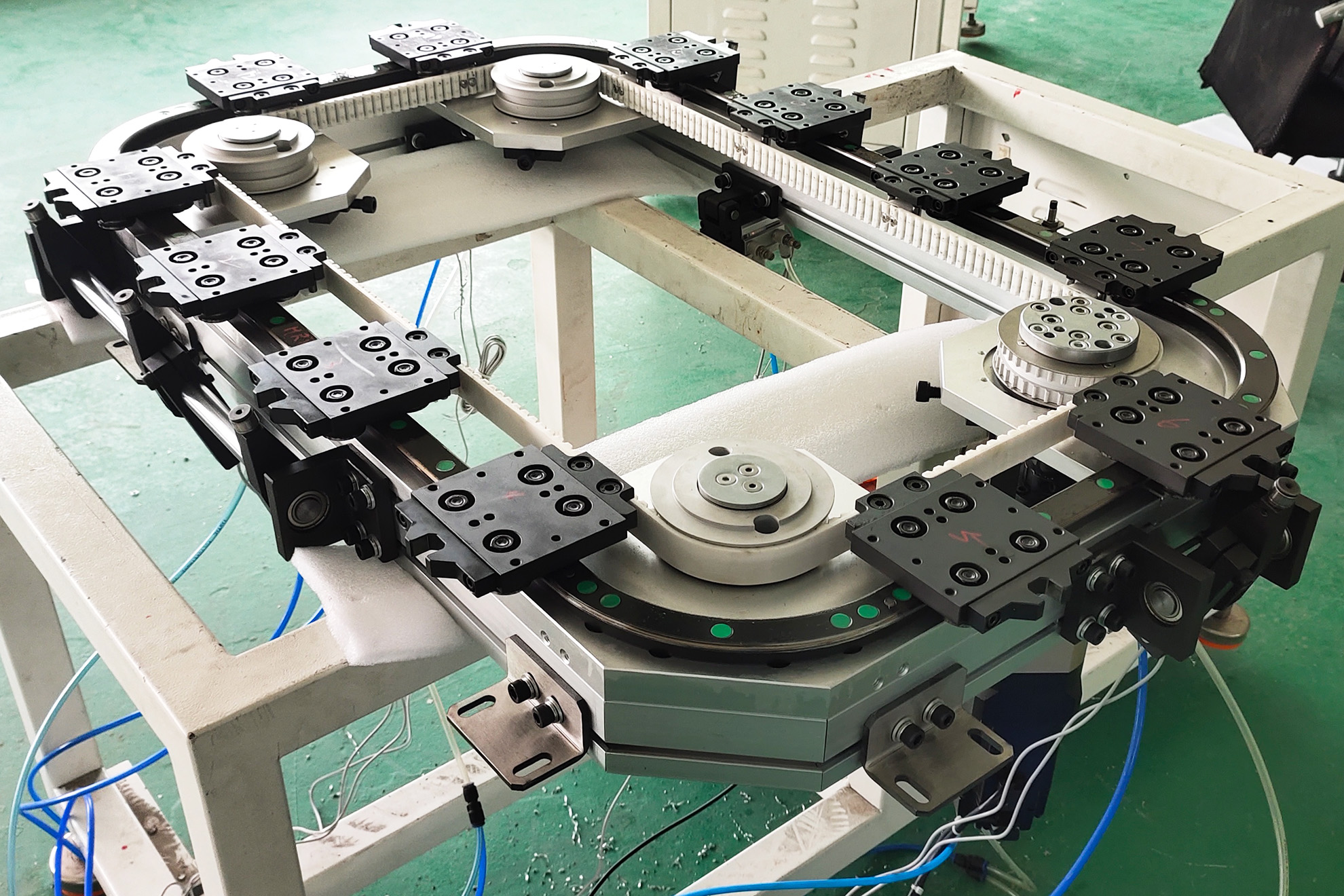
本文档规范了汇思德环形导轨输送线中,核心部件滑座的机械精度调试流程。本流程包含滑座间距初调、二次定位检测、Y轴精度验证及气缸定位摆臂的最终调节,专为环形导轨的闭环特性设计。严格执行本规范可确保线体运行平稳、定位精确,是保障汇思德环形导轨输送线高性能与高可靠性的关键步骤。

2. 工具与物料清单
序号 | 名称 | 规格/要求 | 数量 |
|---|
1 | 游标卡尺 | 精度0.02mm | 1把 |
2 | 百分表及磁力表座 | 量程≥10mm | 1套 |
3 | 塞规 | 与滑座定位销孔匹配 | 1套 |
4 | 长卡尺或直尺 | 长度大于滑座宽度 | 1把 |
5 | 内六角扳手 | 匹配螺丝规格 | 1套 |
6 | 弹垫 | 匹配连接附件螺丝 | 若干 |
3. 调试前准备
线体状态:确保环形导轨输送线安装就位,动力系统可手动盘动(断电状态下)。
滑座编号:按环形导轨运行方向,为所有滑座依次编号,便于记录与追踪。
方向确认:明确环形导轨输送线的设计运行方向(本文以顺时针运行为例进行描述)。
区域清理:清洁环形导轨轨道及滑座表面,确保无油污、杂物。
4. 滑座间距调试 (A)
4.1 测量步骤
将需测量的相邻两个滑座移动至环形导轨的直轨段。
沿逆时针方向(即与运行方向相反)轻轻推动两个滑座,使其靠紧在皮带扣上。禁止过度用力,以免皮带变形导致测量值偏小。
使用游标卡尺,以滑座靠近动力侧的平行面为基准,轻轻测量两滑座之间的间隙。测量时需确保卡尺与测量面垂直,且滑座始终保持靠紧皮带扣的状态。记录此间距值 S1。
重复步骤1-3,依次测量并记录环形导轨上所有相邻滑座的间距(S2, S3, ..., Sn)。
4.2 数据分析与调试
计算所有间距的平均值 Savg = (S1+S2+...+Sn) / n。
注:此平均值 Savg并非滑座中心距,而是中心距 + 一个滑座的沿轨长度。后续调试以此值为目标基准。
设定调试公差范围为 Savg ± 0.15mm。测量值在此范围内的滑座间距无需调整。
从无需调整的滑座开始,依次调整超差间距。调试时:
5. 二次定位调试/检测 (B)
5.1 检测装置安装
在环形导轨输送线旁,垂直于主直轨的方向,安装一条直线度良好的辅助调试直轨,并牢固紧固。该直轨上安装一个由45#钢制成的调试滑座。
在环形导轨的直轨段上任意一个定位附件上安装一个标准的定位块(或使用其自身结构)。
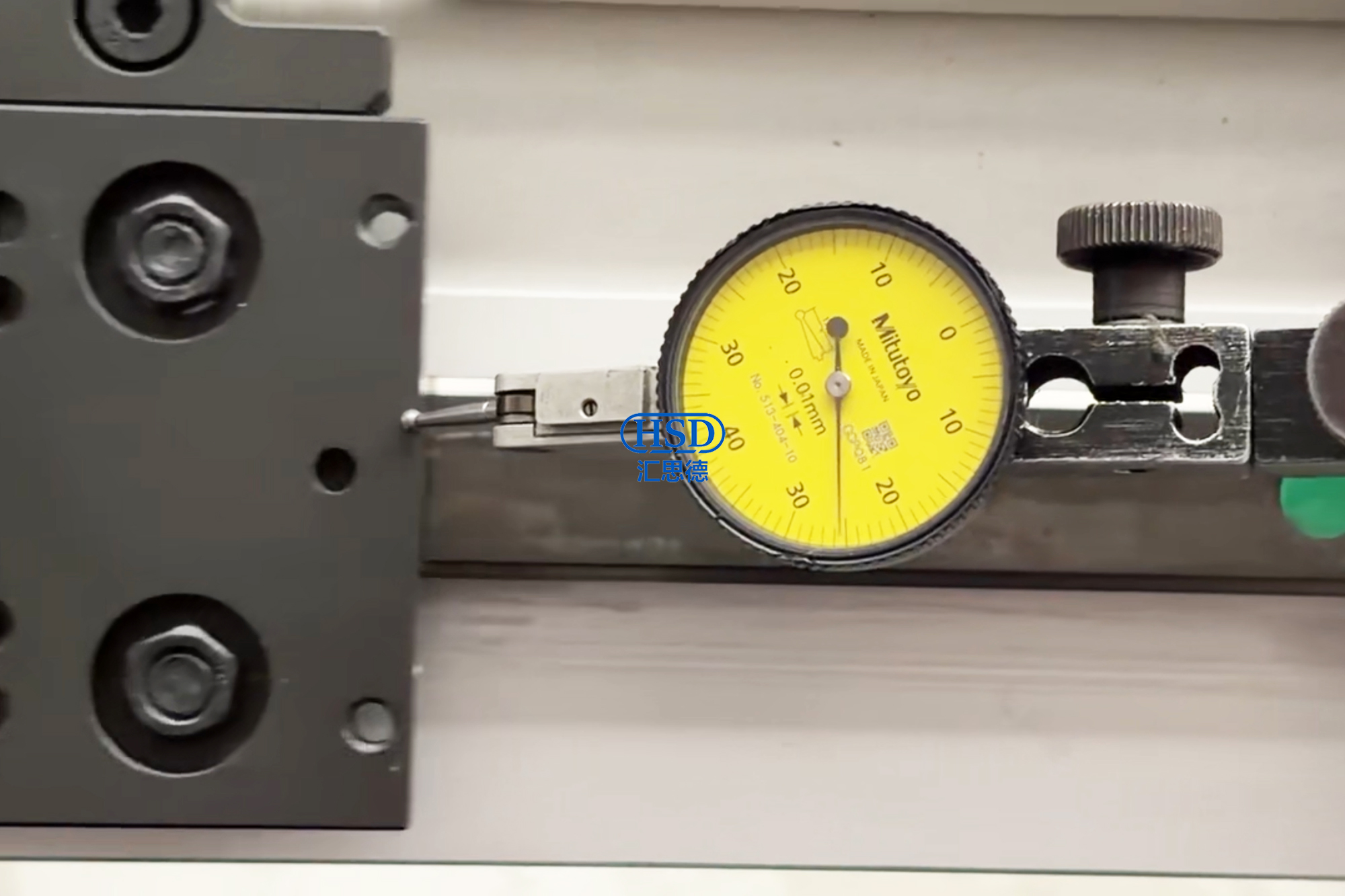
任选一个滑座移动至该处并完成定位。在其左侧定位销孔中插入塞规。
将百分表吸附在调试滑座上,移动调试滑座,使百分表测头在垂直主轨方向接触到塞规侧面。调整百分表位置,使测头距离滑座上表面<10mm(越低越准),并预留约±0.30mm的观察行程。
5.2 测量与记录
将首个滑座定位,移动调试滑座使百分表指针达到顶点,将表盘调至“0”位。此滑座即为理论零基准滑座,记录其编号。
保持百分表位置不变,依次对环形导轨上所有滑座的左侧销孔进行测量并记录读数。
全部测量完成后,重新测量理论零基准滑座,确认读数偏差在 ±0.01mm 以内。若超差,需检查百分表、表座及调试轨的紧固性,或确认测量过程中有无撞击。
重复以上步骤,测量并记录所有滑座右侧定位销孔的数值。
5.3 数据分析与调整
合格标准:所有测量值(相对理论零基准)均在 ±0.05mm 以内。
调整方法:若不合格,需调试定位附件。

6. Y轴(平行于轨向)精度检测 (C)
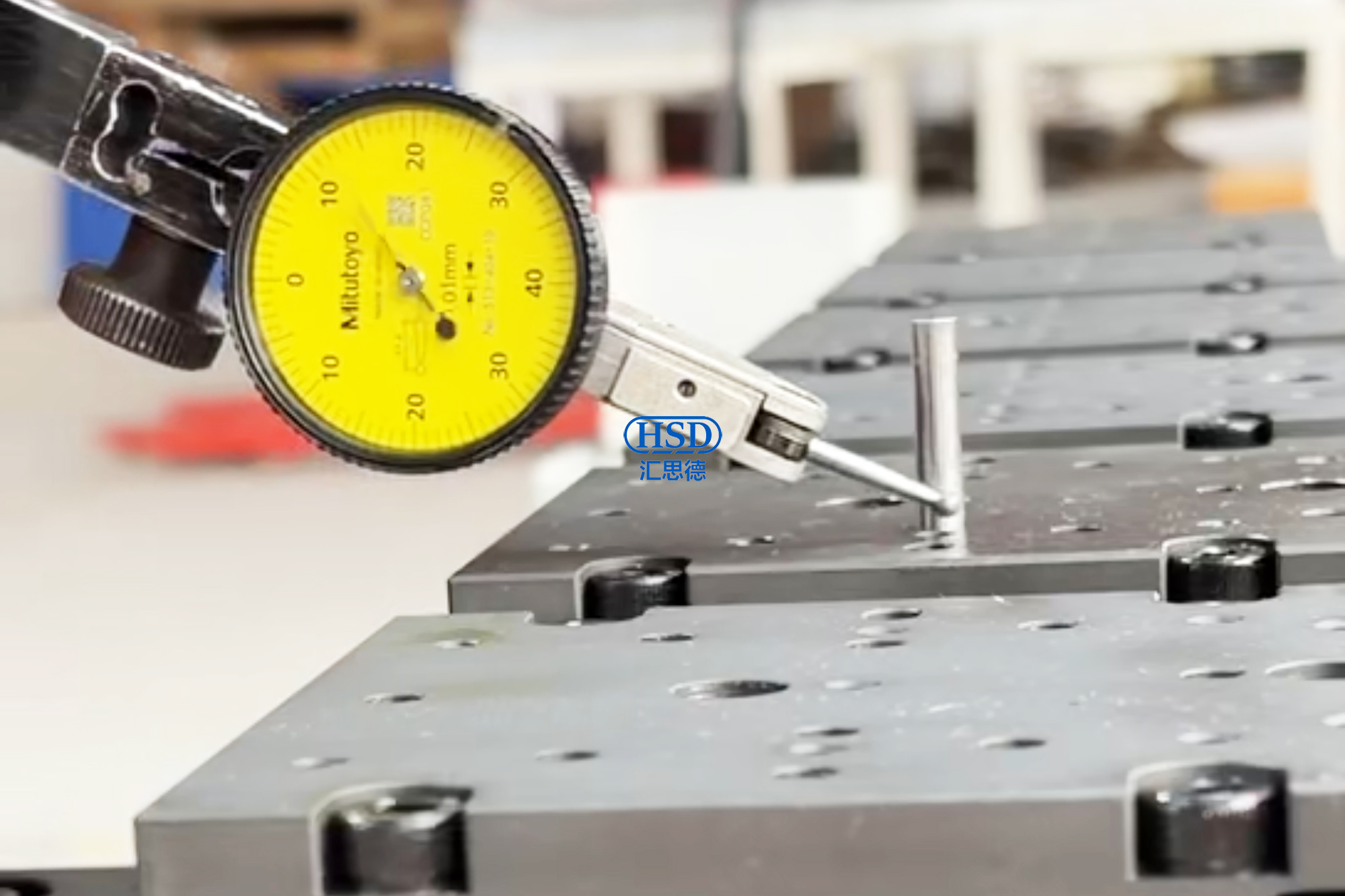
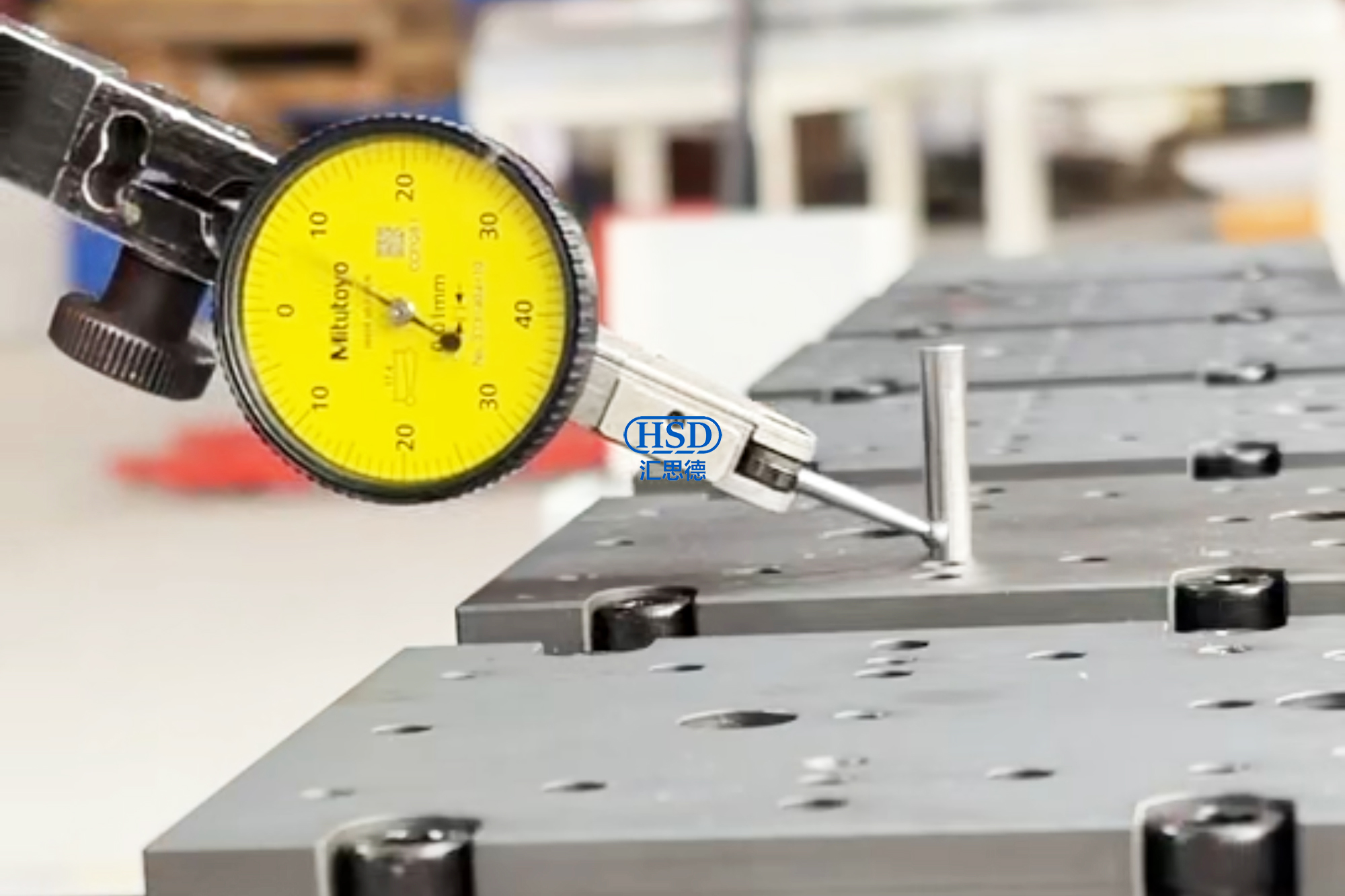
在任意滑座上表面插入塞规。
将百分表牢固固定在不会移动、不与环形导轨输送线干涉的位置。调整百分表,使其测头在平行于主直轨的方向接触到塞规端面。同样控制测头高度<10mm,预留±0.30mm行程。
平稳推动滑座,使塞规先后经过百分表测头。分别记录左侧和右侧销孔处塞规经过时的百分表最大值。
任选一侧的最大值,将百分表调“0”,此滑座定为Y向理论零基准。记录左右侧的数值(有正负)。
对环形导轨上所有滑座进行测量并记录。完成后复测Y向理论零基准,偏差应保证在 ±0.01mm 以内。
7. 气缸定位摆臂调节 (D & E)
7.1 建立定位基准
根据环形导轨输送线顺时针运行方向,确保所有滑座逆时针靠紧皮带扣。
在环形导轨的直轨段上,选取最靠近动力皮带轮的一个滑座。
使用长卡尺,确保该滑座前后两个端面与卡尺边对齐(即共线)。保持此状态,切勿移动该滑座。
轻轻将对应的气缸定位摆臂推入该滑座的定位附件卡槽中,然后锁紧该摆臂的固定螺丝。此滑座即成为该侧直轨的定位基准滑座。
在另一侧直轨的相同相对位置,执行步骤2-4,确定另一个基准滑座。
7.2 计算与固定定位间距
计算定位间距 L:
L = Savg (4.2节测得) - 滑座宽度 + 随动器直径
以7.1确定的两侧基准滑座为起始点,使用校准过的距离规或精密测量,沿运行方向,依次间隔距离 L,逐个固定其余的定位摆臂。确保每个摆臂在推入对应滑座卡槽时,滑座仍保持靠紧皮带扣的状态。
7.3 连接动力摆臂与最终检查
根据需要连接动力摆臂。在连接时,必须检查并确保:
手动盘动环形导轨输送线数周,观察所有滑座在环形导轨上循环经过各定位点时的动作是否顺畅、一致,有无异常干涉或撞击声。






 发布时间:2026-05-27
发布时间:2026-05-27 点击次数:
点击次数:  当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表