引言:精度,始于动力之源——汇思德的“同心”哲学
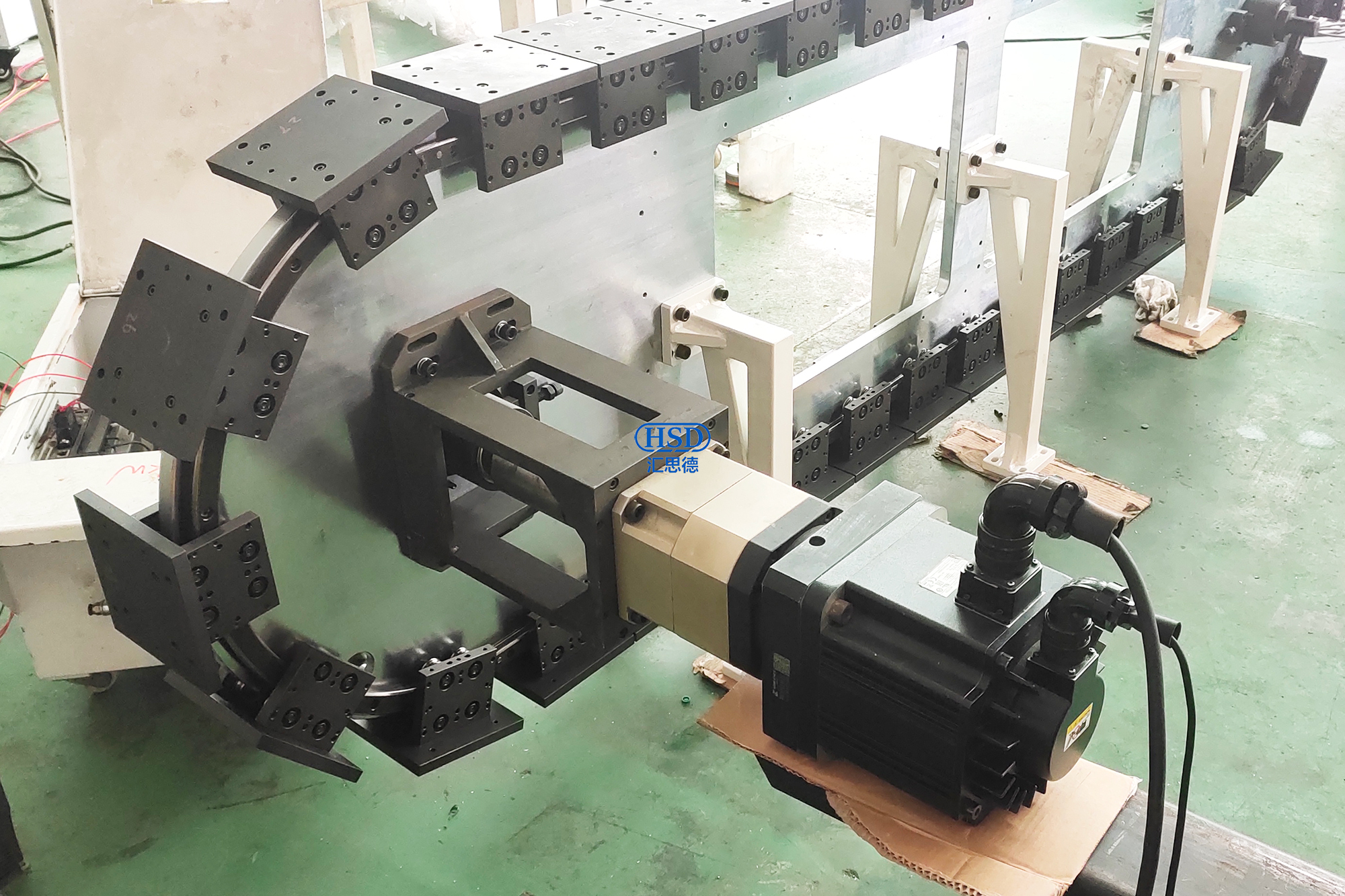
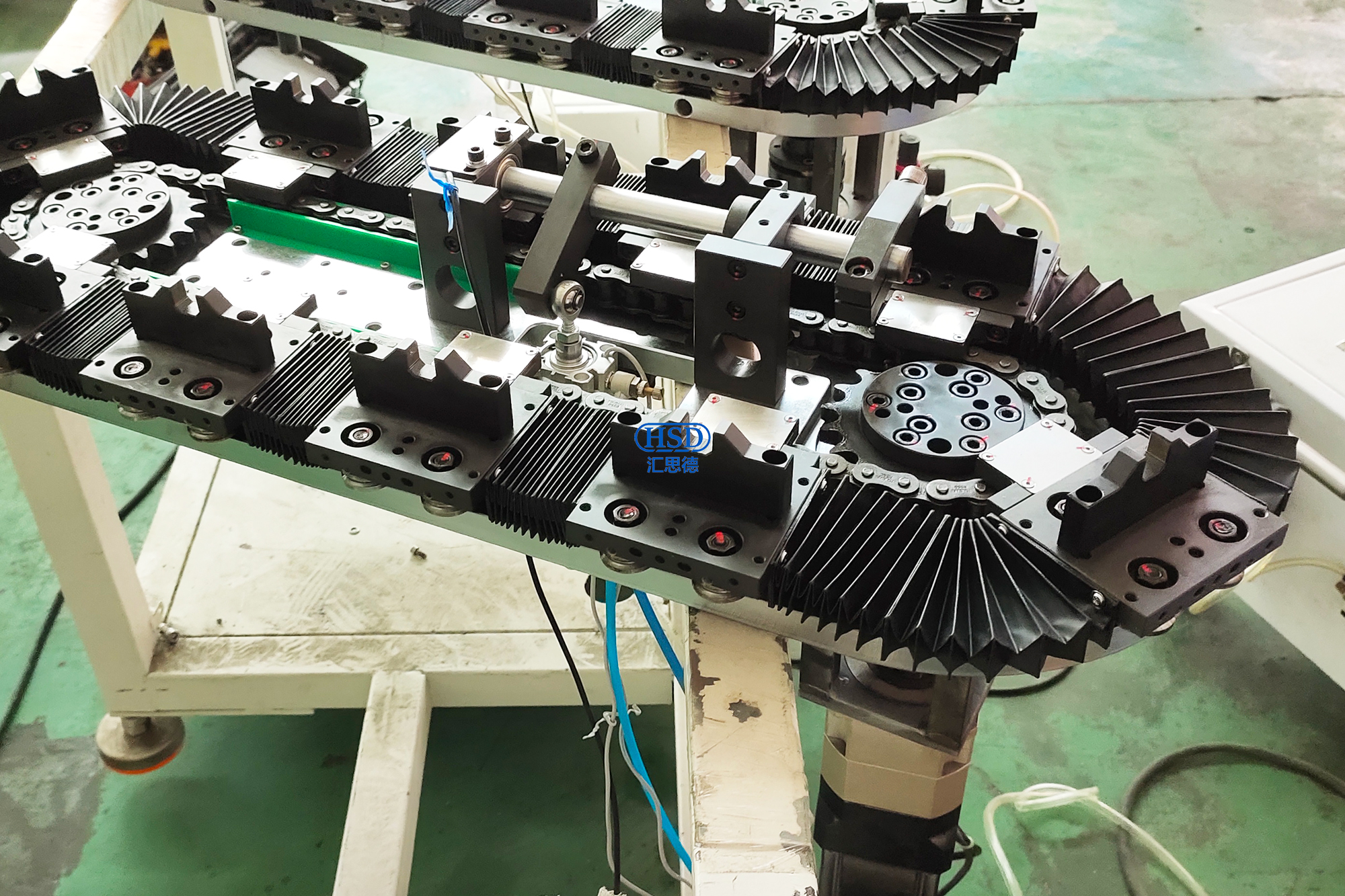
在精密自动化的核心舞台上,环形导轨输送线的效能与寿命,其根基深植于驱动系统的稳定与精度。这不仅关乎部件组合,更是一场对“动力同频”的极致追求。在汇思德,我们坚信:电机、减速机与主动轴间的连接,绝非简单的机械拼接,而是一次必须达成“同心合一”的精密校准。
本次,我们将深入解析汇思德标准的电机组件安装与调试核心流程,揭示如何通过严谨的规范操作,为设备注入平稳、高效且可靠的动力生命。

第一部分:汇思德标准安装调试——核心步骤详解
电机组件的安装,是一个“先校正,后锁固”的精密递进过程。汇思德方法论的关键在于:确保动力源(电机/减速机轴)与系统执行端(主动轴)实现极高的同心度。
步骤一:同心度粗调与支架预固定
- 初步预紧:将马达支架置于设计位置,装入固定螺栓,但仅进行轻微预紧。此刻,支架应处于可被微量调整的“待命”状态。
- 手动校正同心(核心动作):请双手牢固抓握马达支架(而非电机本体),施加适量力,沿径向轻轻晃动并微调其位置。同时,通过观察与手感,判断电机输出轴与系统主动轴是否已初步对正。此步骤旨在凭借经验手感,消除大部分初始偏差。
- 锁紧支架:确认初步同心后,按对角线顺序,分步均匀地锁紧支架所有固定螺栓。
- 关键细节:务必使用“弹簧垫圈+平垫”组合,以有效抵御长期运行中的振动,防止螺栓松动。
- 重要提示:至此阶段,联轴器两端的螺丝必须保持松弛,联轴器本身暂不承担任何连接或校正功能。
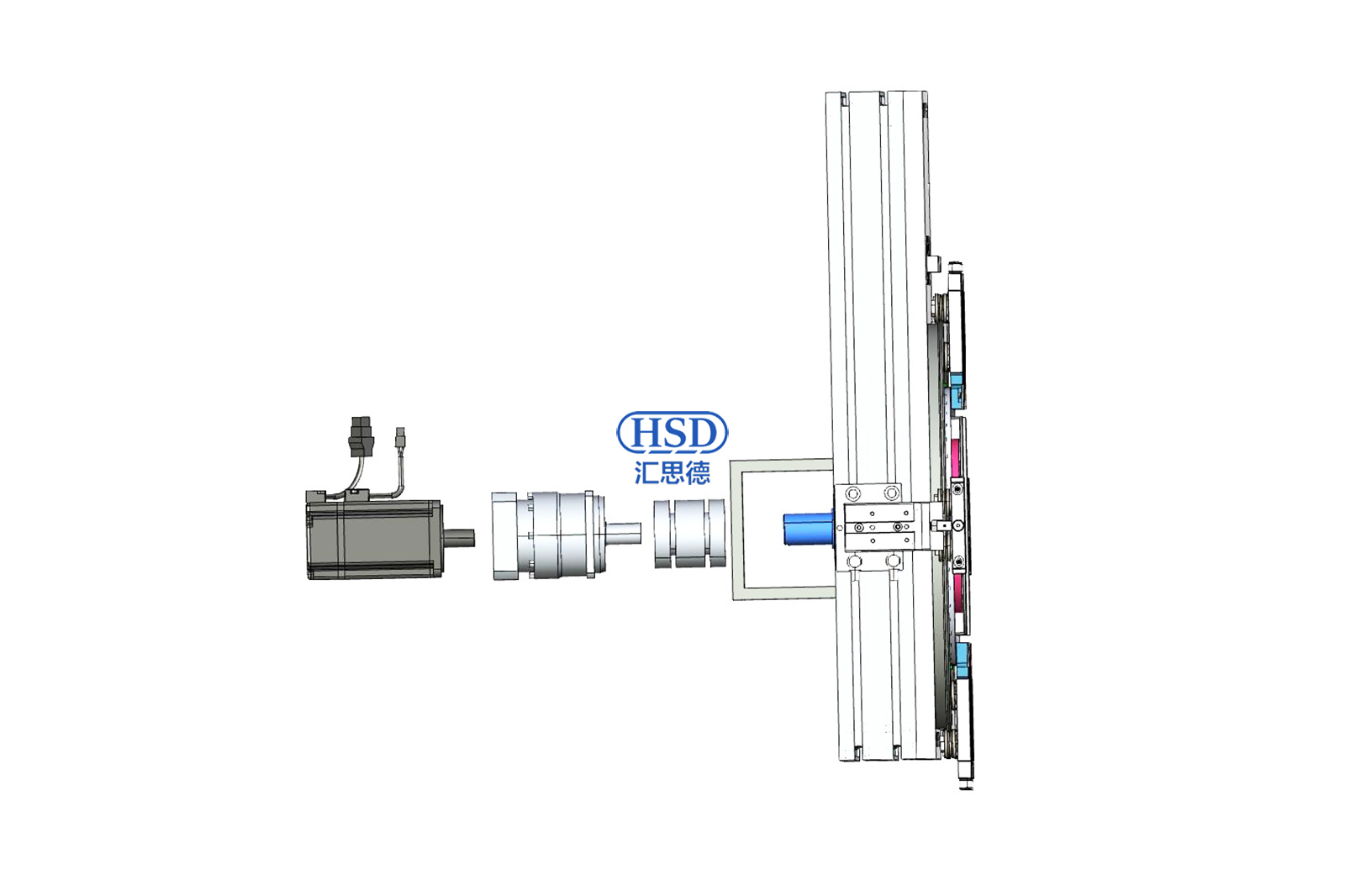
步骤二:联轴器的精细安装与最终锁紧
只有当支架牢固、两轴初步同心后,方可进行联轴器的最终安装。
- 状态检查与绝对预警:锁紧前,必须确保联轴器的膜片组处于绝对自然平整的状态,无任何扭曲、拉伸或挤压。这是汇思德标准中的一条红色警戒线。膜片的非正常预紧会引发交变应力,导致金属疲劳,可能在极短时间内发生断裂,造成联轴器报废与意外停机。
- 松弛状态下锁紧:确认膜片平整后,在“松弛状态”下(即不让膜片受力校正偏差)将联轴器套入两轴端。随后,同样采用对角线分步拧紧方式,牢固锁紧联轴器与两轴连接的所有螺丝。
- 防滑键装配:为保障动力传输的万无一失,防止轴间相对转动,必须在减速机输出轴、主动轴与联轴器的键槽中,安装匹配的键。这是防止轴心相对滑动的关键机械自锁措施。
第二部分:汇思德装配验收——三项“黄金标准”
安装完成,必须依据以下三项汇思德“黄金标准”进行验收,方可判定电机组件安装合格:
- 同心度标准:电机/减速机轴心与系统主动轴心,须达到设计要求的高同轴度。可通过百分表测量验证,手动盘车时应顺畅无阻、毫无卡滞。
- 联轴器状态标准:紧固后,联轴器膜片组必须保持自然平整,无视觉可见的扭曲变形。低速点动运行时,联轴器应运行平稳,无异常摆动或抖动。
- 防松与防滑标准:所有紧固件(螺栓、螺丝)锁紧可靠,弹簧垫圈压平。各轴键安装到位,无遗漏、无松动。
总结:经验与规范,共铸可靠基石
在汇思德看来,电机组件的安装,是一项融合“匠心手感”与“铁律规范”的精密技术。其精髓在于恪守 “校正归校正,锁固归锁固” 的分步哲学,并以敬畏之心对待关键部件(如膜片)的物理极限,从而规避代价高昂的低级失误。
遵循以上汇思德标准步骤与验收准则,不仅能实现一次性高质量装配,更能从动力源头,保障环形导轨输送线驱动系统实现长周期、高稳定性的卓越运行,为您整个自动化生产单元的可靠与高效,奠定无可撼动的坚实基石。






 发布时间:2026-06-03
发布时间:2026-06-03 点击次数:
点击次数:  当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表