





 发布时间:2026-06-09
发布时间:2026-06-09 点击次数:
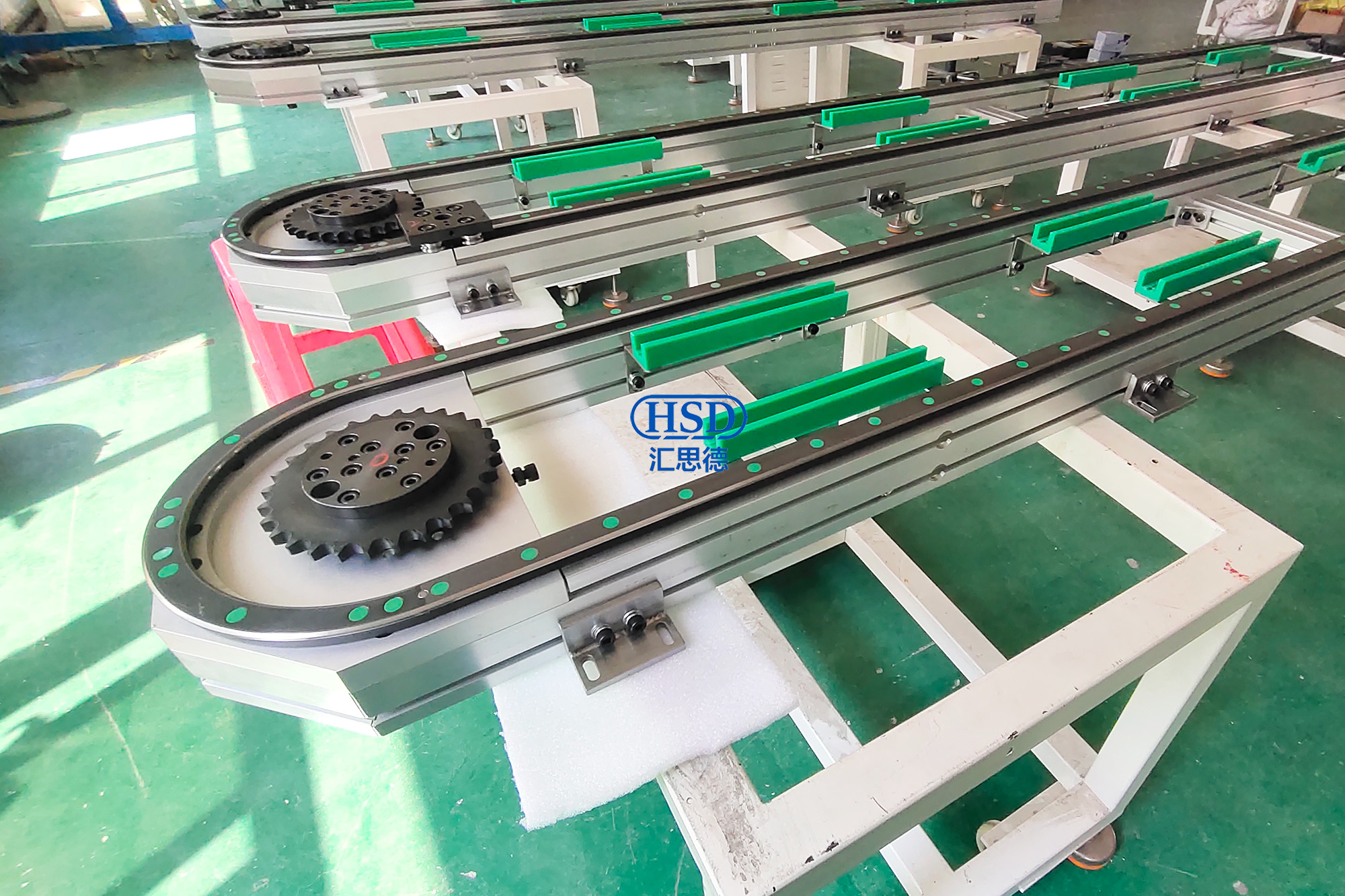
点击次数: 在追求极致效率与可靠性的自动化领域,环形导轨输送线是承载生产节拍的循环动脉。其运行的平稳性与静音性,直接决定了整线品质。作为高精度环形导轨核心供应商,汇思德自动化深知,卓越的产品性能始于毫米级的装配匠心。本文将结合汇思德的内部工艺标准,系统阐述环形导轨轨道拼接与接缝精调的核心工艺,揭秘如何打造“静默流畅”的精密循环基石。

在汇思德看来,环形导轨的装配绝非简单的物理连接,而是一项追求“人机和谐”的精密工程。其终极目标是为客户交付一条在高速往复运行中仍能保持无限平滑、极度静音、长期免维护的可靠循环线。任何接缝处的微小瑕疵,都会被无限循环的负载放大。因此,汇思德工艺手册的首条铁律便是:一切围绕“无缝”与“平滑”展开,直至小车滑过时,仅闻运动之声,不闻轨道之响。
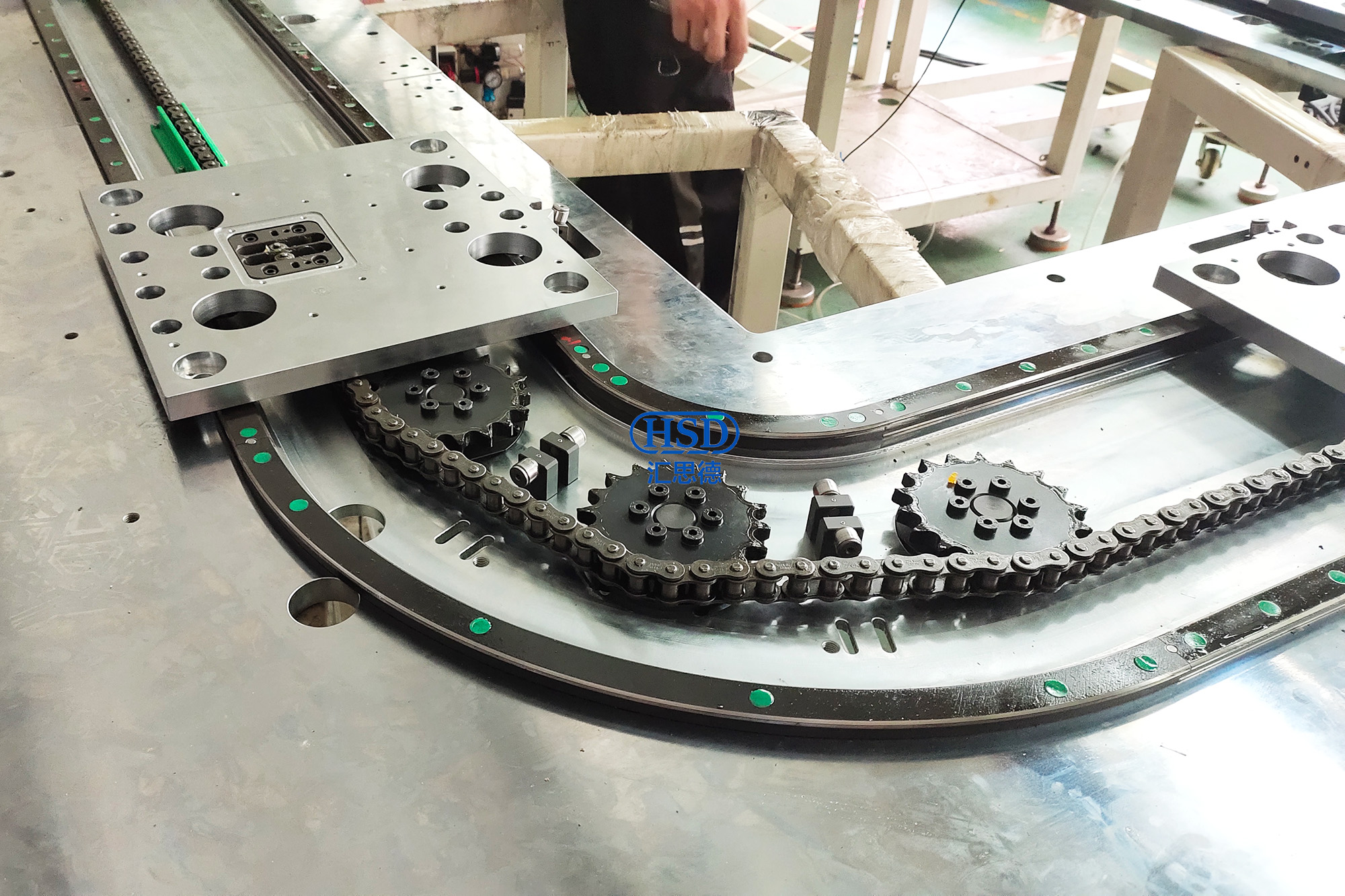
遵循汇思德标准作业流程,首先将精密直线导轨与弧形弯轨按设计布局(椭圆或矩形)进行对接,形成闭环基础框架。此阶段的关键质控点在于:所有对接缝必须严密,杜绝肉眼可见的明显缝隙。一个体现汇思德经验的细节是:我们会提前将测试小车板置入未完全锁紧的框架内,为后续的动态调试建立真实参照。
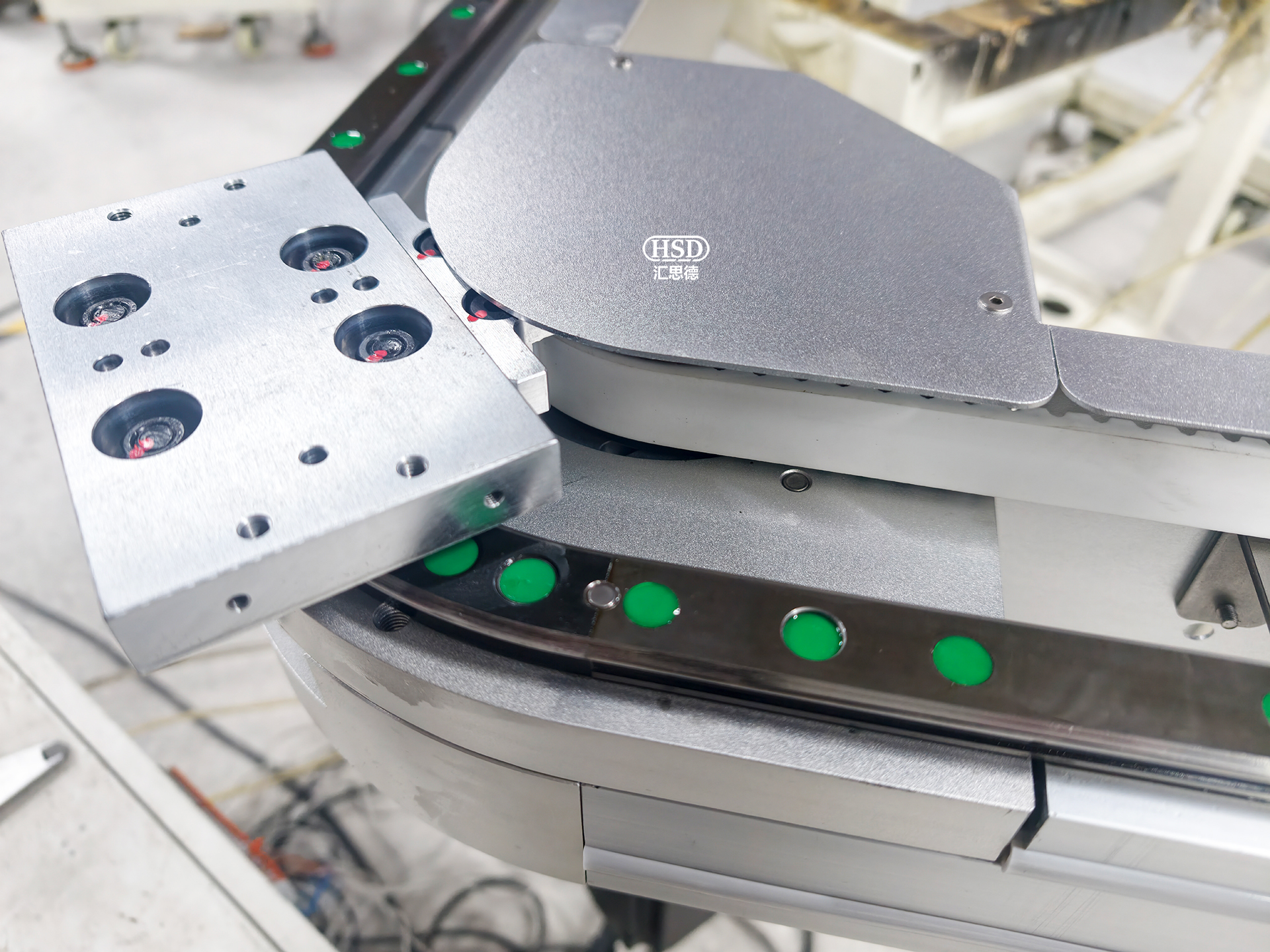
轨道拼接的深层挑战在于斜面的精密契合。汇思德装配工程师强调“指尖的校准”:通过手感细腻地触摸对接斜面来感知高低差。若存在台阶,则使用汇思德特制的高精度间隙垫片组进行微米级垫高调整,直至两侧斜面趋于同一平面。随后,优先锁紧对接处附近的固定螺丝,完成初步定位。
初步调平后,汇思德采用一道不可逆的工艺来永久锁定这一精密关系:在轨道接缝处打入φ6定位销钉。这一步是防止长期运行中产生微动、确保导轨终生精度稳定的关键,体现了汇思德对产品生命周期可靠性的承诺。
这是最具匠心的环节,也是汇思德“静音导轨” 声誉的来源。工程师使用专用合金锉刀,沿斜面进行精细化研磨。汇思德在此环节推行 “动态测试闭环” 法则:即“打磨数次 → 推动小车全程滑行测试 → 感知异响与顿挫 → 针对性再打磨”。最终验收标准严苛而统一:斜面光滑如镜、无缝无刺,小车以标准速度滑过接缝时,无任何可闻撞击感与顿挫感,实现“人机两忘”的流畅境界。
洁净作业:所有部件装配前必须确保无脏污、无损伤,这是精密装配的底线。
“静音”为尺:“运行无撞击异响”是贯穿汇思德 生产与验收全过程的黄金标准,也是评判工艺是否到位的最终尺度。
克制打磨:严禁过度打磨。我们要求通过反复动态测试来精确控制打磨量,避免因过度研磨破坏斜面几何精度,造成不可逆的凹陷。
全面防护:在精磨过程中,必须对导轨非作业面及周边型材进行保护,杜绝任何操作刮伤。
| 易发问题 | 后果与诊断 | 汇思德解决方案 |
|---|---|---|
| 对接斜面初始误差过大 | 形成固定位卡顿点,产生规律性撞击声。 | 启用系统性垫高调平程序:使用汇思德梯度垫片组进行精密补偿,从根本上消除初始位差。 |
| 局部过度打磨形成凹陷 | 导致运行中出现规律性震颤与异响。 | 执行“动态验证法”:严格遵循“打磨-测试”循环,以小车运行的实际静音效果为唯一停止标,替代主观目测。 |
| 斜面磨损失成圆弧面 | 导向精度下降,小车运行轨迹不稳。 | 规范“长度与角度”手法:明确要求沿原斜面角度进行不少于40mm的连贯性打磨,确保新旧面融合一致,打磨后区域应均匀发亮。 |

 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表